















Cấu Trúc Và Các Bộ Phận Dao Tiện Cho Gia Công CNC

Trong kỹ thuật CNC mảnh lưỡi cắt ngày càng được sử dụng rộng rãi bởi chúng có tuổi bền cao và thay thế dễ dàng. Trên thị trường có nhiều loại lưỡi cắt, để hiểu rõ hơn về các loại lưỡi cắt như trong gia công thì cùng VNS Group tìm hiểu rõ hơn qua bài viết sau nhé.
1. Các dạng dao tiện
Dao tiện được phân loại theo các tiêu chuẩn sau:
Theo vật liệu lưỡi cắt
- Lưỡi cắt thép gió
- Lưỡi cắt hợp kim
- Lưỡi cắt vật liệu gốm
- Lưỡi cắt kim cương
- Theo vị trí gia công
- Dao tiện ngoài
- Dao tiện tron
Theo hình dạng dao
- Dao tiện thẳng
- Dao tiện đầu nghiêng
- Dao tiện đầu cong
- Dao tiện lưỡi rộng bản
- Dao tiện mũi nhọn
Theo vị trí của lưỡi cắt chính
- Dao tiện trái
- Dao tiện phải
- Dao tiện giữa
Theo mục đích gia công
- Dao tiện rãnh
- Dao tiện góc
- Dao tiện ren
Cụ thể về dao tiện được mô tả trong các tiêu chuẩn tương ứng (ISO 243, 504 hay 514, DIN 4951-4965 và DIN 4971-4982).
2. Vật liệu lưỡi cắt
Vật liệu lưỡi cắt thường dùng trong dao tiện chủ yếu là hợp kim cứng. Thép gió HSS (high-speed steel) còn được sử dụng cho các công việc tiện nhất định, bề mặt lưỡi cắt của nó thường được mạ. Mảnh lưỡi cắt bằng vật liệu gốm thường sử dụng cho các trường hợp đặc biệt và các trường hợp đặc biệt khác sử dụng kim cương nhân tạo.
Thép gió (HHS)
Thép gió là một loại thép hợp kim dụng cụ. Nó có độ dẻo cao, vì thế nó có khả năng chịu được tải trọng va đập. Tốc độ cắt nhỏ hơn so với hợp kim cứng và vật liệu gốm.
Thép gió thường để chế tạo dụng cụ cắt định hình, ví dụ như lưỡi khoan và doa, không cho phép dùng làm các mảnh lưỡi cắt hay gia công vật liệu dẻo và kim loại nhẹ. Các dụng cụ cắt thép gió thường được mạ một lớp vật liệu cứng như titan-nitric (TiN). Bề mặt này rất cứng, lớp phủ màu vàng này làm tăng độ bền mài mòn và cho phép nâng cao tốc độ cắt.
Hợp kim cứng
Hợp kim cứng là những vật liệu được thiêu kết từ các chất liệu cứng và các phụ gia dính kết dưới dạng các mảnh lưỡi cắt. Trong hầu hết các trường hợp chất liệu cứng là cácbit-vonfram, cácbit-titan hay cácbit-tantal. Phụ gia liên kết được sử dụng là cobalt.
Hợp kim cứng về cơ bản cứng hơn thép gió. Chúng có khả năng chống mài mòn tốt và chịu được nhiệt độ gia công rất cao. Tuy nhiên độ chịu nhiệt dao động nhiệt và chịu va đập về cơ bản kém hơn thép gió.
Vật liệu sứ
Vật liệu sứ cứng hơn hợp kim cứng và cho phép nhiệt độ làm việc lên đến 12000C. Chúng rất giòn, và nhạy cảm với sự dao động của lực cắt. Vật liệu sứ được chế tạo dưới dạng mảnh lưỡi cắt và được kẹp trên cán dao giống như mảnh hợp kim cứng.
Vật liệu sứ được sử dụng trong điều kiện cắt ổn định, không cần tưới nguội. Tốc độ cắt cao hơn hợp kim cứng. Vật liệu sứ được sử dụng đặc biệt thích hợp để cắt vật liệu kim loại vì chúng không tạo ra hiện tượng lẹo dao. Không thích hợp để gia công hợp kim nhôm.
Vật liệu sứ có thể được phân loại theo 3 nhóm sau:
- Vật liệu sứ-oxít
- Vật liệu sứ-tổng hợp
- Vật liệu gốm-nitrid
Sứ-oxit (Al203) nguyên chất được gọi là vật liệu sứ oxít, chúng không dùng kim loại làm tác nhân liên kết. Vật liệu sứ oxít đặc biệt lý tưởng để cắt các vật liệu kim loại vì có khả năng chống mài mòn cao.
Sứ-tổng hợp được cho thêm ví dụ như cácbit-titan vào Al203. Sứ tổng hợp được dùng để gia công tinh gang xám hoặc thép cũng như dùng để cắt các hợp kim thép.
Sứ-nitrid được chế tạo trên cơ sở silic-nitrid (Si3N4). Vật liệu cắt không chứa oxit này rất giòn và nhạy cảm ít với sự dao động nhiệt độ cắt. Nhược điểm là tính mài mòn cao khi cắt thép. Sứ-nitrid được ứng dụng để gia công gang xám.
Kim cương
Kim cương có độ cứng cao nhất so với tất cả các vật liệu cắt khác. Chúng đặc biệt nhạy cảm với va chạm, tuy nhiên không tạo ra hiện tượng lẹo dao trong quá trình gia công.
Kim cương được sử dụng để cắt kim loại màu và hợp kim của chúng cũng như dùng để cắt vật liệu composit (GFK, CFK), hợp kim cứng và vật liệu sứ.
Kim cương không được sử dụng để gia công thép. Bởi vì nó bị mài mòn rất nhanh do nguyên tử cácbon của kim cương bị tách ra và nhập vào nguyên tử sắt (sự mài mòn ngược).
3. Thông số hình học của dao cắt
Tuỳ từng trường hợp gia công cần có dạng hình học lưỡi cắt tương ứng. Chỉ như vậy mới có thể đạt được tuổi bền dao dài, thời gian gia công tối ưu và ngắn nhất, đồng thời chất lượng bề mặt cao. Các góc lưỡi cắt của dao có ý nghĩa quyết định cho điều này
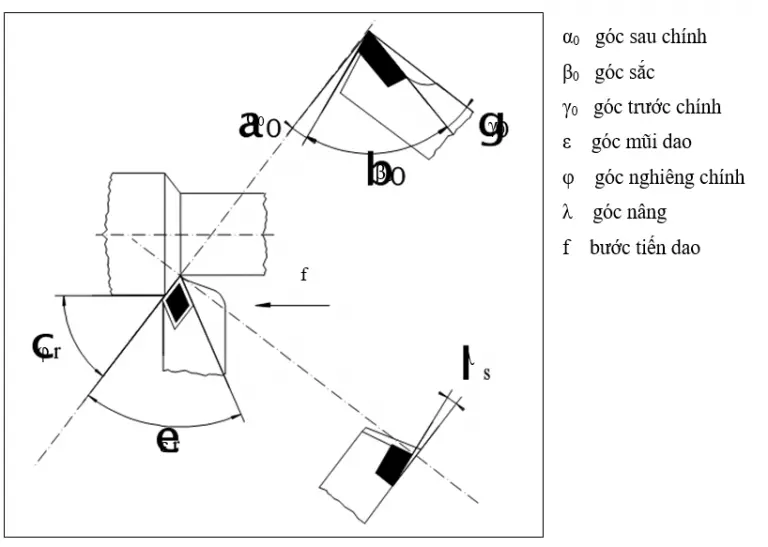
Góc sau α0: góc sau làm giảm ma sát và qua đó làm giảm nhiệt chi tiết và lưỡi cắt.
Góc sắc β0: độ lớn của góc sắc phụ thuộc vào độ cứng và tính dẻo của chi tiết gia công. Góc sắc càng nhỏ thì cắt càng nhẹ, nhưng sự mài mòn lưỡi cắt càng lớn và tuổi bền của lưỡi cắt càng thấp.
Góc trước γ0: góc trước ảnh hưởng đến sự tạo phoi và lực cắt. Góc trước càng lớn thì lực cắt càng nhỏ, tuy nhiên lưỡi cắt dễ bị vỡ và mài mòn nhanh. Các vật liệu rắn và có độ cứng trung bình thường sử dụng góc trước khoảng 100. Các vật liệu cứng và giòn đòi hỏi góc trước nhỏ thậm chí là góc âm.
Góc nghiêng chính φ: góc nghiêng chính ảnh hưởng trước tiên đến lực tiến dao, lực kẹp chi tiết và chi tiết cũng như chiều dày và chiều rộng cắt. Thường chọn góc nghiêng chính từ 300 đến 600 khi tương quan lực kẹp ổn định. Chỉ khi tiện trụ bậc vuông góc hay cắt đứt chọn góc lệnh chính bằng 900.
Góc nâng λ: thường chọn góc nâng âm khi tiện thô và góc nghiêng dương khi tiện tinh. Khi góc trước âm sẽ giảm sự chịu tải của mũi cắt. Khi góc nâng dương tăng khả năng bẻ phoi cho chi tiết gia công.
Góc mũi dao ε: góc mũi dao càng lớn thì lưỡi cắt càng cứng vững và thoát nhiệt tốt hơn.
Mong rằng qua bài viết VNS đã giúp bạn hiểu rõ hơn về dao tiện CNC để có thể lựa chọn loại dao phù hợp cho máy CNC, nếu có bất kì thắc mắc gì bạn có thể hiện hệ với VNS, chúng tôi rất sẵn sàng hỗ trợ bạn.
THÔNG TIN NHÀ NHẬP KHẨU VÀ PHÂN PHỐI MÁY CNC
Thông tin liên hệ Công ty TNHH Thương Mại Kỹ Thuật Quốc Tế VNS
Tư vấn kỹ thuật và báo giá:
0969 666 603 (Mr. Nam: Sales Manager)
0978 100 711 (Mr. Hồng: Techinal Manager)
HotLine: 028 2200 3333
Email : Info@vnsgroup.com.vn | HoangNam.Agpps@gmail.com
Địa Chỉ: 54 đường số 4 , KDC Nam Hùng Vương, P. An Lạc, Q Bình Tân, Tp HCM
Website : www.vnsgroup.com.vn | www.khinen.com.vn | www.vnsgroup.net
Quý khách hàng vui lòng liên hệ để được tư vấn những Option cao cấp hơn giúp tăng hiệu suất hoạt động, tuổi thọ của máy cũng như giảm thời gian bảo trì lắp đặt.





