
























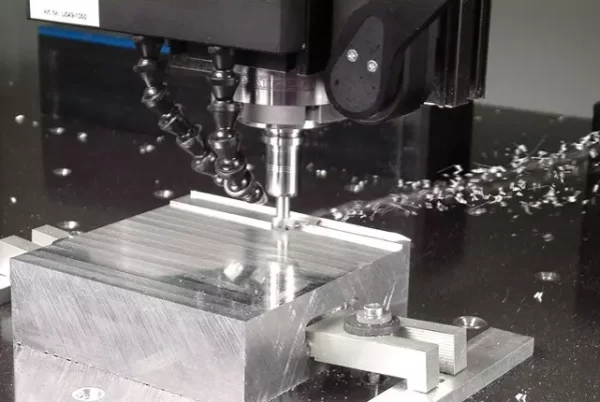
Gia công phay thô tốc độ cao
Gia công phay thô (Rough milling) là nguyên công cắt gọt vật liệu với các đặc điểm sau: sử dụng máy CNC, máy vạn năng công suất lớn, cứng vững với dao phay lớn, lượng phoi bóc nhiều, tốc độ cắt chậm, chiều sâu ăn dao lớn. Bề mặt gia công có độ nhám tương đối lớn, chi tiết sau khi phay thô nếu cần gia công tinh phải để lại lượng dư để tiến hành gia công bán tinh, rồi gia công tinh. Phay tinh thì ngược lại, tốc độ trục chính (dao) lớn, chiều sâu cắt nhỏ, bề mặt sau khi gia công sẽ có độ nhẵn bóng lớn.
Thông thường, chúng ta hay bị cuốn vào những thứ mới mẻ đến nỗi chúng ta đánh mất giá trị của những gì đã tồn tại và thực sự đem lại lợi ích cho mình. Điều này đặc biệt đúng trong các thay đổi gần đây về việc sử dụng các dao phay ngón carbide nguyên khối để phay với tốc độ cao trong các ứng dụng phay thô.
Cộng đồng gia công CNC không còn xa lạ với việc gia công phay tốc độ cao(HSM-high speed machining) bằng cách sử dụng dao phay ngón carbide. Đã gần hai thập kỷ kể từ khi các nhà sản xuất cơ khí bắt đầu sử dụng các kỹ thuật phay tốc độ cao cho các ứng dụng gia công lòng lõi khuôn.
Nhiều nhà gia công khuôn bắt đầu đầu tư vào máy phay tốc độ cao (máy phay cao tốc) có tốc độ trục chính lên tới 20.000 vòng/phút (hoặc cao hơn) với ý định chỉ sử dụng những máy này để gia công phay hoàn thiện(phay bán tính, phay tính). Các thao tác gia công thô sẽ được thực hiện trên một máy phay khác, phù hợp hơn (ví dụ như loại máy phay BT50 có công suất lớn hơn ).
Cách thực hiện việc gia công thô trên một máy phay CNC và hoàn thiện trên một máy phay CNC khác là một quy trình an toàn, được sử dụng như một thói quen của những nhà gia công cơ khí, nhưng nó vẫn đặt ra câu hỏi: Có thể gia công phay thô và gia công tinh hoàn thiện trên cùng một máy phay tốc độ cao không?
Tuy nhiên, để có hiệu quả trong việc loại bỏ kim loại trong nguyên công gia công phay thô đòi hỏi một cách tiếp cận khác. Để tối ưu hóa tốc độ loại bỏ kim loại trên máy phay CNC có công suất thấp, tốc độ cao, cần tập trung vào các thông số cắt và đường chạy dao. Đôi khi dụng cụ cắt sẽ hoàn toàn khác nhau và được thiết kế để tận dụng chiến lược cắt hoặc vật liệu được gia công.

Ảnh hưởng của thông số cắt
Thông số cắt cần được tối ưu nhờ điều chỉnh tốc độ cắt, độ sâu và chiều rộng của vết cắt để tối ưu hóa gia công thô tốc độ cao. Với phương pháp này tốc độ có thể tăng lên (thường đến tốc độ tối đa trục chính –spindle max speed). Trong nhiều trường hợp, tốc độ trục chính bị giới hạn bởi tốc độ cắt mà máy có thể theo kịp.
Ví dụ, máy phay tăng tốc và giảm tốc độ cắt để đảm bảo độ chính xác hoặc để tối ưu hóa các hoạt động phay thô. Nó có thể đạt đến điểm mà máy công cụ không cắt được nhanh hơn và sẽ không đạt tới tốc độ cắt đã được lập trình.
Nếu điều này xảy ra, các phoi cắt được tạo ra sẽ không đủ dày để mang nhiệt ra khỏi khu vực cắt. Sau đó, nhiệt độ trong vết cắt sẽ cao hơn và tuổi thọ của dụng cụ cắt sẽ bị ảnh hưởng một cách tiêu cực.
Nếu hình dạng phôi cho phép, độ sâu cắt phải được lập trình, đặt thành độ sâu tối đa có thể (chiều dài phần lưỡi cắt) của dụng cụ cắt (dao phay lên đến 3 × D). Độ sâu cắt sử dụng phương pháp này sẽ dẫn đến tỷ lệ loại bỏ kim loại rất thấp và sử dụng kém của dao phay ngón carbide.
Ảnh hưởng của chu trình CAM
Nhiều hệ thống CAM thông minh đã phát triển các đường chạy (toolpath) cho phép kiểm soát chính xác chuyển động của dao. Nói một cách đơn giản, đường dẫn dao duy trì sự kiểm soát liên tục đối với độ xuyên tâm của dao cắt và điều này cho phép các tham số cắt được tăng lên mức cao nhất có thể (thường bị giới hạn bởi những gì máy công cụ hoặc phôi sẽ cho phép) mà không dẫn đến hỏng dao trong lúc gia công một cách đáng tiếc.
Sẽ rất khó khăn khi áp dụng nhất quán cách tiếp cận tốc độ cao để gia công thô mà không cần tới sự kiểm soát các đường chạy dao trong CAM. Một sự bổ sung để tối ưu hóa gia công thô tốc độ cao là các hệ thống CAM có chức năng giúp giảm bớt các tính toán, chẳng hạn như phần mềm CAM bao gồm slide bar tự động điều chỉnh tốc độ và điều chỉnh bước tiến cho độ rộng cắt nhất định. Tất cả các phép toán được thực hiện bởi phần mềm, vì vậy các lập trình viên có thể nhanh chóng và dễ dàng đưa máy lên và chạy một cách nhanh chóng.
Gia công phay CNC tốc độ cao rất thú vị. Khi nhìn thấy một cỗ máy di chuyển nhanh như vậy, rất dễ khiến người ta bị mê hoặc và lạm dụng phương pháp này. Tuy nhiên, phần lớn các ứng dụng phay thô với dao phay ngón có năng suất cao hơn khi lập trình hiện đại được kết hợp với các tham số cắt thông thường (chiều rộng lớn và độ sâu cắt).
Dao end mill carbide mà người ta sẽ sử dụng cho cách thông thường có thể được sử dụng một cách hiệu quả cho hầu hết các ứng dụng gia công phay thô tốc độ cao. Nhưng người gia công nên cẩn thận: Nếu máy không đạt bước tiến được lập trình, sẽ có tác động tiêu cực đến tuổi thọ công cụ.
Hình học phôi cũng đóng một vai trò lớn. Khi kích thước hình học trở nên nhỏ hơn, chức năng tăng tốc và giảm tốc nói trên có thể ngăn máy đạt feed được lập trình.
Nếu có bất cứ thắc mắc gì về lĩnh vực máy phay CNC, bạn có thể liện hệ tới VNS, chúng tôi rất sẵn lòng hỗ trợ bạn
THÔNG TIN NHÀ NHẬP KHẨU VÀ PHÂN PHỐI MÁY CNC
Thông tin liên hệ Công ty TNHH Thương Mại Kỹ Thuật Quốc Tế VNS
Tư vấn kỹ thuật và báo giá:
0969 666 603 (Mr. Nam: Sales Manager)
0978 100 711 (Mr. Hồng: Techinal Manager)
HotLine: 028 2200 3333
Email : Info@vnsgroup.com.vn | HoangNam.Agpps@gmail.com
Địa Chỉ: 453B Đường Chiến Lược , P Tân Tạo , Q Bình Tân, Tp HCM
Website : www.vnsgroup.com.vn | www.khinen.com.vn | www.vnsgroup.net
Quý khách hàng vui lòng liên hệ để được tư vấn những Option cao cấp hơn giúp tăng hiệu suất hoạt động, tuổi thọ của máy cũng như giảm thời gian bảo trì lắp đặt.





